

|




- 品牌:耀禹
- 货号:1
- 价格: ¥30000/台
- 发布日期: 2022-12-14
- 更新日期: 2026-06-02
| 外型尺寸 | 3.5*3.5 |
| 品牌 | 耀禹 |
| 货号 | 1 |
| 用途 | 水利 |
| 型号 | PGZ |
| 制造商 | 耀禹 |
| 是否进口 | 否 |
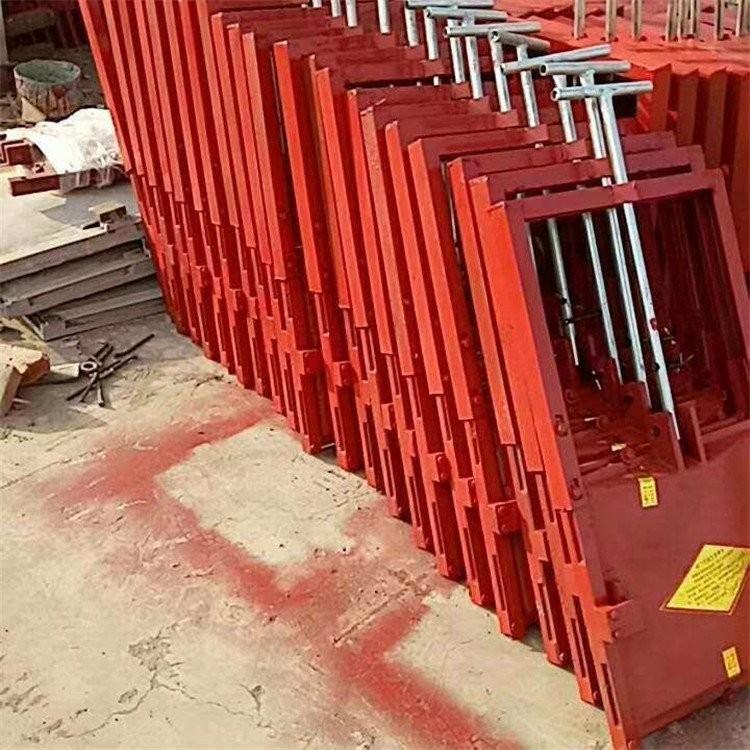
附壁式闸门、附壁式铸铁闸门结构:
附壁式闸门主要由闸框和闸板两大部分组成。
1、附壁式闸门、附壁式铸铁闸门闸板是用来封闭和开启孔 口的活动挡水构件, 板面四周设铸铁边框梁 , 为提高闸板的强度 , 板面制成拱形, 拱的圆心角按 6 0 度设计,以降低其所受的水压力。为便于制造、 运输和安装 , 闸板可制成上下几部分 ,待到安装现场后再用螺栓连接组装成整体 ,连接处上下板设置法兰和筋板使其成为闸板的中间横梁, 以提高闸板的纵向刚度 , 在宽度方向设置纵向筋板 ,以提高其横向刚度,同时起到纵梁的作用。
2、附壁式闸门、附壁式铸铁闸门闸框是闸板的支承构件,也是闸板的运行滑道,由地脚螺栓安装固定在水闸闸墩及闸底板的二期混凝土中,将闸板所承受的全部水压力安全传递到闸室中。为科学合理节约材料及减轻自重,其断面制成格构式,断面尺寸按所受荷载大小和闸板运行情况综合考虑。
附壁式闸门、附壁式铸铁闸门工作原理
1、附壁式闸门、附壁式铸铁闸门闸板是直接承受水压力的挡水构件, 闸框是闸板四周的支承构件, 同时也是闸板上下运动的滑道, 滑道以外部分镶嵌于闸墩及闸底的二期混凝土中, 将闸板所承受的水压力均匀地传递到闸墩及闸室底部。
2、闸框迎水面四周与闸板框四周背水面接触处经机械精制、 加工刨光后平直光滑、 贴合严密, 使结合面、 止水面与运动滑道合三为一。
3、在启闭机作用下, 当闸门启闭运行时, 紧闭斜铁和闸框滑道确保闸门的纵横运行轨迹, 在水压力和紧闭斜铁的双重作用下, 确保闸板运行平稳 , 使闸板与闸框滑道紧密贴合, 从而达到有效止水的目的。
附壁式闸门、附壁式铸铁闸门主要性能:
附壁式闸门、附壁式铸铁闸门主要性能指标:
1、闸门密封面配合间隙≤0.1㎜,密封座厚度大于10㎜。
2、密封面每米长度渗水量:正向≤0.7L/min ·m反向≤1.25L/min ·m
3、公称压力≤0.1Mpa;密封试验压力0.1Mpa。
4、工作环境:温度-20℃~120℃ 湿度:95% 工作介质:水与污水PH值:5~10
5、安装位置:正常状态下正向迎水、处于铅垂状态。 f) 工作水头:单向受压:正向:10m 反向:5m 双向受压:均为10m g)启闭速度:不小于0.2m/min,不大于1.5m/min。
6、闸框距边壁距离≥300㎜,距池底距离≥150㎜~250㎜

渠道铸铁闸门的用途及特点一、渠道闸门产品用途:渠道闸门又称水渠闸门,铸铁闸门,是河北省冀州区兆禹水利机械厂自主创新生产的闸门,主要材料为铸铁,具有耐腐蚀,操作灵活,安装维修方便,密封可靠等功能,广泛应用于自来水厂、污水厂、排灌、排涝、石油、化工、冶金、环保、电力、塘堰、河流等工程,作为截止、调节流量和控制水位之用。三、安装及调试1﹑设备到现场后应对照送货单单独检验闸门是否完整,有无损坏。 2﹑检查闸门安装位置及土建尺寸是否与图纸相符。 3﹑安装时必须分四部分安装4﹑首先门框的安装:安装前,先与预埋钢板焊接固定,此时门框两侧须平行且应与底框及上部框架垂直,门框安装好后进行二次浇注,二次浇注一定要封实,不能有渗水现象,待混凝土养护后方可使用。门框安装时应保证导轨面在铅垂线上,其倾斜度不大于

一、铸铁闸门检验标准
铸铁闸门应符合本标准的要求,并按照规定程序批准的图样和技术文件制造。
二、渠道闸门具体工艺方案:
材料采购:
1.生铁、
密封铜条等相关材料的采购必须有化学成份检验报告与机械性能检验报告。并对生铁、铜条等进行抽样检验,对不合格的原辅材料坚决退货,检验合格后的材料方可入库并出具检验合格入库单,由生产部门用。
2.同时模具车间按技术部图纸进行模具制作,做好生产前的准备。
三、闸门铸件毛坯的铸造:
1.开炉前,按照国家标准牌号进行炉料的配料,同时做好其它准备。
2.当炉前铁水基本达到出水温度时,进行炉前取样,送至理化实验室进行炉前化验,符合相关国家标准牌号的化学成份后,方可进行铁水的浇注。
3.毛坯铸造完成并进行清砂处理后,检验合格的所有闸门、闸框等铸件进行相应热处理,消除铸造内应力后进入后道工序进行机械加工。
四、渠道铸铁闸门机械加工
1.金加工车间再次对铸件表面进行进一步清砂打磨处理,使其外观比较清洁有利于 的表面油漆处理。
2。密封铜条与闸框、门体装配时用环氧树脂密封胶同时用沉头螺栓固定于闸框或门体上。沉头孔内也用环氧树脂填实,使其密封无渗漏;各加工工序按技术部图纸进行机械加工,特别注意铸铁镶铜闸门的止水面加工时要严格按要求加工。
3、装配操作规程本规程适用于本公司生产的铸铁镶铜闸门生产过程中的装配试机及最终成品的检验。