

|




- 品牌:耀禹
- 货号:1
- 价格: ¥30000/台
- 发布日期: 2022-12-08
- 更新日期: 2026-06-02
| 外型尺寸 | 3.5*3.5 |
| 品牌 | 耀禹 |
| 货号 | 1 |
| 用途 | 水利 |
| 型号 | PGZ |
| 制造商 | 耀禹 |
| 是否进口 | 否 |
渠道铸铁闸门安装调整:
1、 闸门安装前,首先确定水流方向,然后必须校正闸门底横框上平面的正确高度
2、 闸门安装前,*按检查各部位的连接螺栓是否在运输和装卸中造成松动,若有松动,应用扳手拧紧。
3、 在检查,两边立框个上、下闸框连接处的四周止水面是否错位,若有错位,应用扳手松动连接处螺栓,将四周止水面调整在同一水平面内,再拧紧。
4、 闸门在组装时,为了使闸板和闸框止水摩擦贴合更紧,安装后减小间隙,闸门在上下横框上安装了压板卡铁,两边立闸框的斜铁上增加了顶丝,注意在间隙调整好后,将卡铁和顶丝拆除后,才不会影响闸门启闭。
5、 闸门安装时,应整体安装,禁止闸板、闸框分开安装,以防闸框弯曲变形,影响止水效果和启闭机。
6、 闸门吊装进预留二期浇筑水泥结构基础布置孔口后,一定要***两边立闸框用水平长水平尺紧靠在铅垂线,上下横闸框用长水平尺紧靠在水平线上,闸门整体吊装就位后,调整好前后、左右、上下的正确位置,然后把调整地脚螺栓与工程预制钢筋焊接牢固。再用塞尺检测各止水面的间隙,同时对间隙大于0.2mm处用高强螺栓进行调整,要确保各止水面的间隙在0.2mm以下。在将闸门背水面两边立闸框用型钢或木杆支撑紧,以防水泥浇筑时挤压,造成两边立框弯曲变形,影响闸板在闸框滑道内上、下滑动。确认无误后*可进行二期浇筑水泥。
7、 闸门二期浇筑水泥后,要及时把流进闸板、闸框、紧闭压板间隙中的水泥清楚完毕,防止水泥凝固后,影响闸门启闭
位置,闸门底横框上平面必须高于河底(或渠底平面0.5米为宜以防止水流的冲激,把石头、泥沙、杂木等漂浮物冲进闸门底横框内,造成闸门不能下降到相应位置,影响止水效果。
铸铁闸门安装方法与日常使用:
在铸铁闸门安装前,首先检查各部连接部位的螺栓是否因运输装卸中造成的松动,如有松动应以加固。检查主立框与附框、主立框与横框、闸板与闸框连接的止水面是否有错位,如有错位则松动联结螺栓将止水面调整在同一平面内。铸铁闸门必须采用需要整体安装,严禁拆开安装。安装调整,铸铁闸门的一期工程基础布置图配钢筋并留一定的焊接长度。二期浇注前将铸铁闸门整体吊装就位,穿好各调整螺栓并拧紧,找好闸门前后、左右的正确位置,找直找平,用拉线加以固定,然后调整螺栓与工程钢筋焊接,再用塞尺检测确保各止水面的间隙在0.3mm以下,*可进行二期浇注。

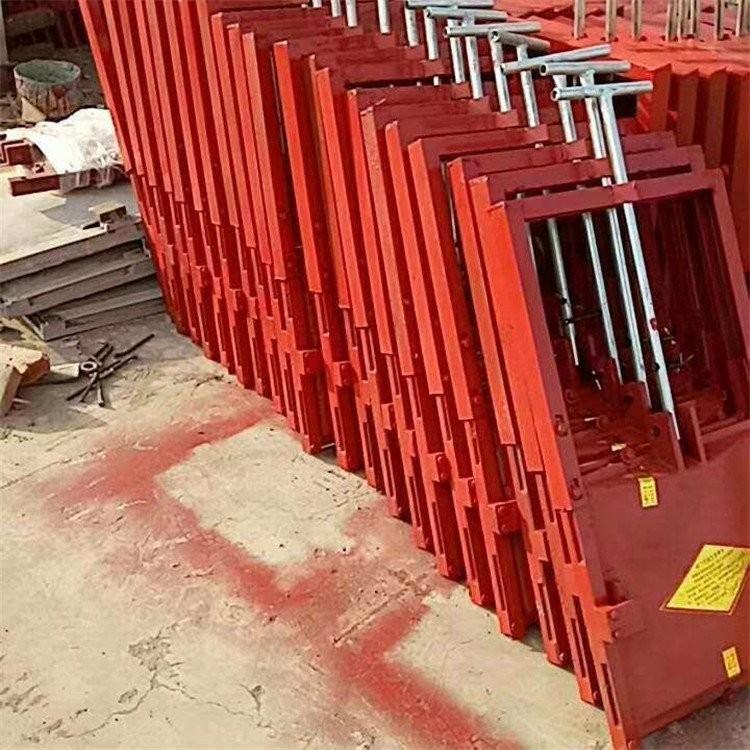
渠道铸铁闸门基本形式
1——楔紧装置;2——门框(含导轨);3——传动螺杆;4——吊耳;5——密封座;6——门应设置安装用吊环或吊孔。
1、渠道闸门装配
闸门总装后,应作适当调整,并进行2~3次全启全闭操作,***移动灵活。当门板在全闭位置时,密封座处的间隙不大于0.1mm。门板与门框导向槽之间的前后总间隙不大于1.6mm。门板密封座下边缘应高于门框密封座下边缘,其相对位置应不大于2mm。当门板在全闭位置时,门板与门框的各楔紧面应同时相互楔紧。
2、渠道闸门涂漆
在涂漆前必须清除毛刺、氧化皮、锈斑、锈迹、粘砂、结疤和油污等脏物。将浇口、冒口、多肉和锐边等铲平,保持表面平整光洁。闸门非工作接角面的涂漆不得有起泡、剥落、皱纹和流挂等对外观质量有影响的缺陷。当闸门用于给水工程时,应采用******涂料涂装;当用于排水工作时,应采用***涂料涂装。涂装要求必须符合YB?3211规定和油漆生产厂的使用说明进行。试验方法与检验规则密封面间隙检验
闸板、导轨及吊耳
闸板应为整体铸造结构、矩形、带有整体浇铸的水平和垂直方向的***筋。在*负荷时,挠度不得大于构件长度的1/1500。闸板的滑动处应有加工过的凹形槽,槽内嵌入有铜质的密封座面,并用与密封座面相同材料制成的沉头螺钉与闸板连接。整个闸板长度的每一边的滑动面处应加工成一台阶结构,此结构与导槽之间保持小于或等于5mm的间隙,闸板的四边均应有楔块,闸板上方的垂直中心线应固结或整体铸造吊耳,用于连接闸杆。在闸板侧边与导轨之间的间隙不得大于3mm,导轨应用不锈钢沉头螺钉与闸框连接或与闸框铸成整体,以防止导轨与闸框之间的相对运动。闸门和闸框的底部应有防止闸板与闸框过度楔紧而设置的可调节顶块。
渠道铸铁闸门具体工艺方案:
材料采购:
1.生铁、
密封铜条等相关材料的采购必须有化学成份检验报告与机械性能检验报告。并对生铁、铜条等进行抽样检验,对不合格的原辅材料坚决退货,检验合格后的材料方可入库并出具检验合格入库单,由生产部门用。
2.同时模具车间按技术部图纸进行模具制作,做好生产前的准备。
闸门铸件毛坯的铸造:
1.开炉前,按照***牌号进行炉料的配料,同时做好其它准备。
2.当炉前铁水基本达到出水温度时,进行炉前取样,送至理化实验室进行炉前化验,符合相关***牌号的化学成份后,方可进行铁水的浇注。
3.毛坯铸造完成并进行清砂处理后,检验合格的所有闸门、闸框等铸件进行相应热处理,消除铸造内应力后进入后道工序进行机械加工。